導入事例ムネ製薬株式会社様

ムネ製薬株式会社

監査証跡を残し、記録・確認・管理の工数を削減。GMP対応を強化する電子帳票化の取り組み
企業プロフィール概要
- 業種
- 医薬品製造業
- 利用シーン
- 製造記録、試験記録、機械整備記録、GMP対応
カイゼン効果
課題01 「いつ・誰が・どこで記録したか」を証明できない
Excelで帳票を管理していたが、監査証跡が取れないという問題がどうしても発生していた。GMP対応で求められるデータインテグリティにおいては、「いつ、どこで誰が書いたのか」という証跡を証明する必要があるが、紙の状態だと証明が難しい。
カイゼン効果!
変更履歴・タイムスタンプ・アカウント記録を自動保存し監査証跡を確保
変更履歴、タイムスタンプ、アカウント記録が自動的に残る仕組みを構築。誰がいつ何を変更したかが自動的に記録され、改ざんや不正が起きにくい仕組みを実現。監査証跡の徹底とトレーサビリティを確保した。
課題02 同一数値の繰り返し入力によるヒューマンエラーの発生
重量の測定値を手入力する際、33.7という数値を連続で10回入力すると、337や3.7になるなど入力ミスが頻発。年間20〜30件の転記ミスが発生していた。
カイゼン効果!
Bluetooth連携で測定データを自動取得、転記ミスをほぼゼロに
計測器にBluetoothアダプタを接続し、測定データを自動転送する仕組みを構築。測定器から直接データを取得することで転記ミスがほぼゼロに。目視確認→帳票記入→Excel入力という二度手間も解消された。
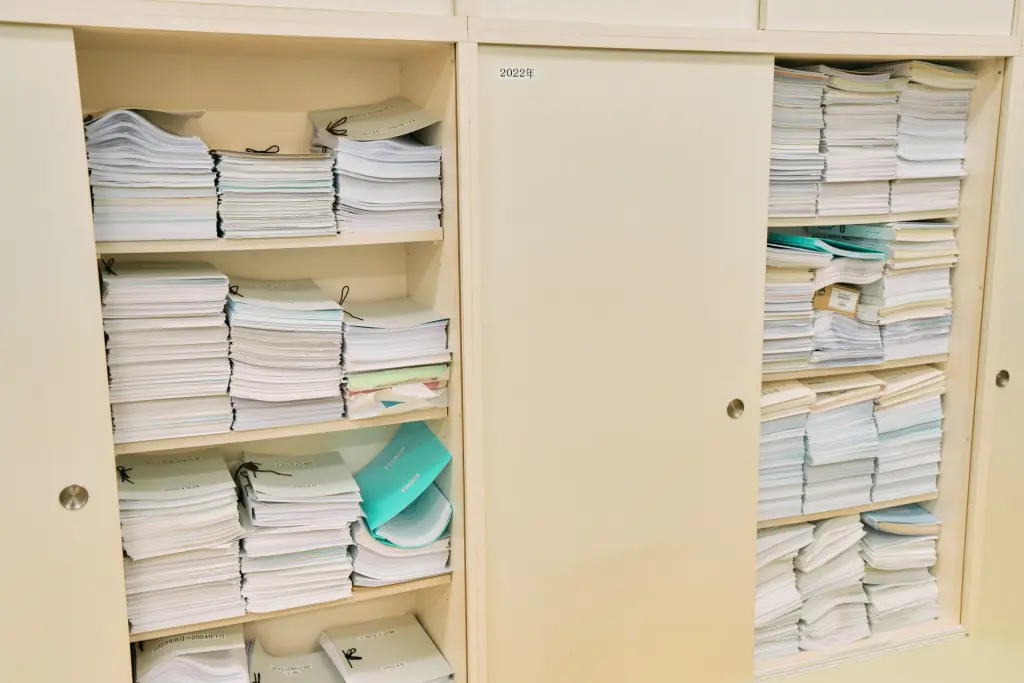
課題03 紙帳票の回収・運搬・保管に多大な工数とコストが発生
紙帳票では、製造現場で記入した後、事務所に運び、品質管理部門がチェックし、最終的に保管庫に移動させる必要があった。移動工数だけで年間約43万円のコストが発生していた。
カイゼン効果!
移動コストが年間32万円減、最終チェックも約20分から5分に大幅短縮
電子化により物理的な移動が不要に。チェックのタイムラグ解消や保管スペース縮小も進む中、移動コストも11万円程度まで削減され、約7割 (年間約32万円) のコスト削減効果を実現。作業者は製造業務に集中できるようになった。
製造完了後の最終チェックでは、複数の紙帳票を目視で確認する必要があり、約20分を要していた。各工程の記録をロット番号で一元管理し、入力漏れや逸脱を自動チェックする仕組みを構築。最終確認時間は5分程度まで短縮された。
インタビュー
-

代表取締役 社長 西岡一輝 氏
-

品質保証部 次長 多田俊雅 氏
-

製造部 課長 芝床俊光 氏
-

製造部 係長 福榮法子 氏
GMP対応の電子帳票化で記録管理時間を半減。
監査証跡とトレーサビリティを徹底強化した医薬品製造DX
兵庫県淡路島に拠点を置くムネ製薬株式会社は、創業115年の歴史を持つ医薬品製造販売メーカーである。 浣腸薬に特化し、一般用浣腸薬で国内シェア約35%を誇る業界トップクラスの企業だ。
同社の代表製品である「ひとおし40」は、ジャバラ型容器を採用し、握力の弱い方でも簡単に使用できるユニバーサルデザインを実現。医薬品容器として初めてグッドデザイン賞を含む複数のデザイン賞を受賞した。注入式痔疾薬など、他社にない独自性のある製品展開も特徴である。
親しみやすいブランド戦略として、キャラクターやQRコードを活用したパッケージデザインで、消費者との距離を縮める工夫も行っている。 同社の製品は、ドラッグストアや薬局で広く販売されており、一般消費者の身近な存在である。一方で、医薬品製造の裏側では、厳格なGMP対応が求められる。
GMP(Good Manufacturing Practice:医薬品の製造管理及び品質管理に関する基準)対応における記録管理の課題を抱えていた同社は、 2024年にi-Reporterを導入し、製造記録・試験記録・機械整備記録など主要帳票を電子化。帳票入力時間を半減させるとともに、 監査証跡の徹底、トレーサビリティの確保、不正防止の強化を実現した。
i-Reporterの導入により、電子記録の変更履歴、タイムスタンプ、アカウント記録が自動的に残る仕組みを構築。GMP対応の品質向上と業務効率化を同時に達成している

監査証跡が取れない――GMP対応における紙・Excel管理の限界
医薬品製造業において、GMP対応は最も重要な品質管理基準である。製造記録、試験記録、機械整備記録など、膨大な帳票が日々作成され、厳格な管理が求められる。
品質保証部の多田氏は、導入前の課題をこう振り返る。
「現場における監査証跡の理解が不十分で、帳票開発時の対応が不十分になることが懸念されました。また、帳票量の肥大化に伴う情報処理速度の低下が顕著でした」

同社では、i-Reporter化した帳票だけでも月間約千枚、年間では約12,000枚の帳票が発生しており、必要な記録を探し出すことが大きな負担となっていた。
従来、同社ではExcelで帳票を管理し、紙に出力する方法を取っていたが、GMP対応において致命的な問題があった。多田氏は続ける。
「従来はExcelで帳票を管理していましたが、監査証跡が取れないという問題がどうしても発生してしまいました。この課題解決のため、i-Reporterへの移行を検討しました」
GMP対応で求められるデータインテグリティにおいては、「いつ、どこで誰が書いたのか」という証跡を証明する必要がある。しかし、紙の状態だと証明が難しいという根本的な課題があった。
監査対応においても、紙ベースの管理では記録の検索と提示に大きな課題があった。同社では、5年ごとの許可更新時をはじめ、新規申請時などに監査を受ける必要がある。 その際、監査を受ける場所に書類を一列に並べて、「要求された帳票」をすぐに取り出せる状況にしておかなければならない。
多田氏は、この課題について次のように語る。
「監査が入った際に、過去の記録をどれだけ迅速に提示できるかが課題でした」
さらに、Excel技術者の確保も課題となっていた。福榮氏は実情を次のように語る。
「実質、Excel技術者は2人しかいない状況です。もう1人、ある程度育てていたのですが退職してしまい、現在は2人で対応しています」
紙の時からマクロを作り込んで運用していたが、その仕組みをメンテナンスできる人材が限られており、属人化のリスクが高まっていた。
i-Reporter選定理由――レイアウト維持とコンピュータ化システムバリデーション対応のハードル低下
講習会で導入可能性を見極め、自社で運用可能と判断
製造部の福榮氏は、i-Reporterとの出会いをこう語る。
「帳票類を電子化しようと考えて、様々なツールを調べているときにi-Reporterを見つけました。 導入の規模や予算を考え、最終的にi-Reporterを候補にし、i-Reporterの講習に行って、弊社社員のスキルで導入可能かを確かめました」
医薬品製造業では、帳票の正確性と再現性が極めて重要である。そのため、自社の技術者で構築・運用できるかどうかが、ツール選定の重要な判断基準となった。
福榮氏は、i-Reporter導入の決め手について次のように説明する。
「導入の決め手は比較的安価であったことと、『現場帳票のレイアウトをそのまま電子化できる』ことでした。帳票を電子化する際に考えられるハードルがいくつかあったので、ひとつでも少ない方が良いと考えていました」
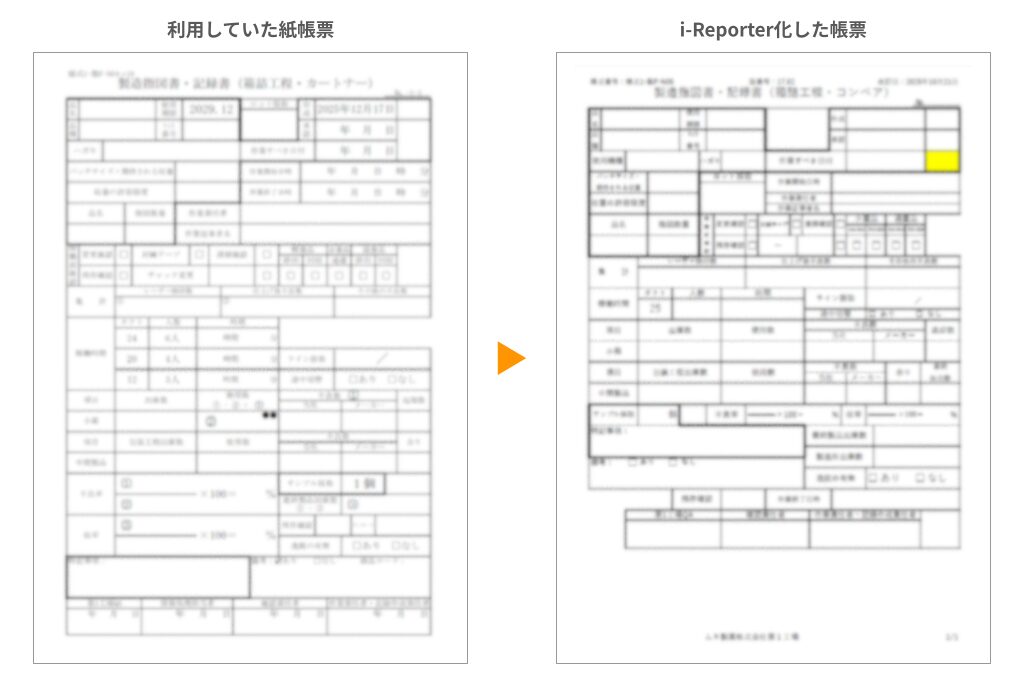
既存の紙帳票は長年の運用で現場に定着しており、大きく変更すると混乱を招くリスクがある。また、GMP対応の観点からも、既存帳票をベースにバリデーション(検証作業)を行う方が効率的だった。i-Reporterは、Excelで作成した帳票をそのままデジタル化できるため、現場への教育コストを最小限に抑えながら、スムーズな移行が可能になると判断された。
CSV対応のハードルを大幅に下げた「カテゴリー3」
医薬品製造業におけるシステム導入では、コンピュータ化システムバリデーション(以下、CSV)対応が必須となる。CSVはシステムの複雑さによってカテゴリー1〜5に分類され、数字が大きいほどバリデーションの負担が増す。
多田氏は、CSV対応における懸念を次のように語る。
「当初、弊社の要件に合わせてシステムを作成していくことを考えると、カテゴリー5になるのではないかという先入観がありました。カテゴリー5だと、設計段階からしっかり品質を落とし込めているか、というところのバリデーションから始まるため、非常にハードルが高くなります」
しかし、i-Reporterには製薬会社での導入実績があり、パッケージ製品として最も負担の軽いカテゴリー3で対応できることが分かった。
「カテゴリー3という事例があると情報提供いただき、導入に踏み切った大きな要因の一つになりました。カテゴリー5だと相当な工数とリスクが伴いますが、パッケージ製品として実績のある機能を活用する形になるため、バリデーションの負担が大幅に軽減されました」(多田氏)
この判断により、CSV対応の工数を大幅に削減でき、スムーズな導入が実現した。
トライアルと段階的展開――現場の声を反映した丁寧な導入プロセス
部門横断のプロジェクトチームで推進
i-Reporter導入は、製造部と品質保証部が連携したプロジェクトとして推進された。 製造部の福榮氏が帳票開発とシステム運用を担当し、品質保証部の多田氏がGMP対応、紙とi-Reporterのバリデーションの正当性を製造部の芝床氏が担当するという役割分担で進められた

導入を成功させるため、各工程のリーダーへの教育に力を入れた。福榮氏は次のように振り返る。
「検査工程、包装工程、箱詰め工程、それぞれにリーダーや主任がいます。まず、その人たちだけを集めて、各帳票の入力方法を教育しました」
各工程のリーダーが現場への展開を担当することで、段階的な導入が実現した。
トライアルと1ヶ月の並走期間
導入は無料トライアルを活用し、慎重に段階を踏んで進められた。 福榮氏は、その経緯を振り返る。
「トライアル期間中に6〜7割程度まで帳票を完成させ、購入後に再度開発を行い、完成した段階で紙帳票とi-Reporterを1ヶ月並走させました。 その期間に問題を潰し込んで、最終的に完全移行しました」
トライアルから本番稼働まで、約1年をかけて丁寧に進めたことが、大きなトラブルなく移行できた要因となった。
トライアル期間中は、様々な課題が発生した。 タブレットの反応速度への不満や、タッチパネル操作に慣れていない従業員への対応など、現場の声を丁寧に拾い上げ、帳票の改善を重ねていった。 これらの課題を一つ一つ潰し込んでいくことで、現場が安心して使える環境が整った。
現場にタブレットを設置し、繰り返し改善を重ねる
福榮氏は、導入プロセスにおいて現場教育に特に力を入れたという。
「現場で実際に使う従業員の教育に力を入れました。 現場にタブレットを置いて、いつでも誰でも触れるようにし、使用感の感想を書いてもらうように意見箱を設置しました」

医薬品製造現場では、記録の正確性が製品の品質に直結するため、従業員が新しいツールに慣れることが極めて重要だった。 タブレットを自由に触れる環境を整え、現場の声を丁寧に拾い上げることで、導入への心理的ハードルを下げる工夫を行った。
福榮氏は、現場からのフィードバックをもとに行った改善の具体例を紹介する。
「『この項目は入力の順番が作業手順と違う』『この計算結果は小数点第2位まで表示してほしい』『この項目は前工程の値を自動で引き継いでほしい』など、細かい要望が多数寄せられました。一つ一つ丁寧に対応していくことで、現場にとって本当に使いやすい帳票に仕上がりました」
特に、入力順序が作業手順と一致していることは重要だった。 作業の流れに沿って自然に入力できることで、入力漏れや入力ミスが大幅に減少した。
「現場の作業者は、帳票入力のために作業を中断したくありません。 作業をしながら、その流れの中で自然に入力できることが理想です。そのため、帳票のレイアウトや入力順序を何度も調整しました」(福榮氏)
このような現場視点の改善が、高い運用定着率につながっている。
メリットを前面に出し、年齢層に関わらず定着
タブレット操作に慣れていない世代が多い中、現場への展開には工夫が必要だった。多田氏は、導入時の戦略を次のように語る。
「各工程のリーダーを集めて、メリットを最大限に前面に出しました。 『日付はボタン1つで入力できる』『計算は自動で行われるので計算は不要』『入力ミスによる指摘がなくなる』など、現場の手間が減ることを強調しました」

実際、使い始めてみると「こちらの方が楽だ」という声が上がり、スムーズに定着していった。
製造現場には50代、60代の従業員も多く、タブレット操作への不安が懸念された。 しかし、丁寧な教育と、操作を簡略化した帳票設計により、年齢層に関係なく使いこなせるようになった。
「最初は『タブレットなんて触ったことがない』という声もありましたが、 実際に使ってみると『こっちの方が楽』と言ってもらえました。特に計算が自動でできることや、紙を探す手間がないことが好評でした」(福榮氏)
むしろ、紙帳票での手書きや計算に苦労していた従業員ほど、i-Reporterの恩恵を強く感じている傾向がある。 各工程に専用のタブレットを配置することで、共用による待ち時間も発生せず、スムーズな運用が実現している。
GMP対応機能の活用――トレーサビリティと監査証跡の徹底強化
Bluetooth連携とQRコード活用で入力負担を削減
ムネ製薬では、製造ロットごとに製造指図書が発行され、各工程で記録を残す必要がある。 福榮氏は、帳票設計において現場の作業負担を極力減らす工夫を凝らした。
「連続して入力する項目はネットワーク設定で次のクラスターを自動表示するようにしました。また、計測器にBluetoothアダプタを接続してデータを転送するなど、入力者の動作負担を極力減らすようにしました」
このネットワーク機能により入力漏れを防止できるほか、計測器とタブレットのBluetooth接続で測定値を手入力する必要がなくなり、転記ミスのリスクも排除された。
「重量の測定値を入力する際、33.7という数値を連続で10回入力すると、337になったり、3.7になったりするミスが頻発していました。年間で20〜30件の転記ミスが発生していましたが、Bluetooth連携により、ほぼゼロになりました」(福榮氏)

測定器から直接データを取得することで、目視確認→帳票記入→Excel入力という二度手間もなくなり、作業効率も向上した。また、確認必須の項目を赤字にするなど、紙帳票では難しかった色分けや強調表示を活用し、重要項目を視覚的に分かりやすくすることで、記入漏れや見落としを防ぐ工夫も施した。
帳票の検索性向上のため、QRコードを活用した仕組みも構築した。
「看板にQRコードをつけて、そこから該当の帳票を呼び出せるようにしました。ロットナンバーが入っている看板のQRコードを読むと、該当する帳票が立ち上がるので、わざわざ帳票を探しに行く必要がなくなりました」(福榮氏)

同じロットで異なる品種を製造する場合でも、看板を変えることで適切な帳票にアクセスできる。また、各工程のアカウントには権限設定がされており、該当する工程の帳票しか呼び出せないため、誤入力のリスクも防止している。
写真添付で転記ミスをゼロに――トレーサビリティの強化
福榮氏は、トレーサビリティ確保における効果を次のように語る。
「電子帳票になる前からきちんと記録は取っていましたが、i-Reporterでは直接資材ロット等の写真を帳票に残しておけるので、手間が減ったのと、書き間違い等の転記ミスが無くなったのは効果的でした」
医薬品製造では、使用した原材料のロット番号を正確に記録し、トレーサビリティを確保することが極めて重要である。従来の紙帳票では、容器に印字されたロット番号をロット採取専用のテープで剥がして帳票に貼り付ける作業が必要だった。福榮氏は、この作業の困難さを振り返る。

「外箱のロット番号は紙が分厚くて切りにくく、容器に印字されているロット番号の貼り付けはもっと大変で、ロット採取専用のテープで何回も失敗しながら剥がして、1つずつ貼り付ける必要がありました」
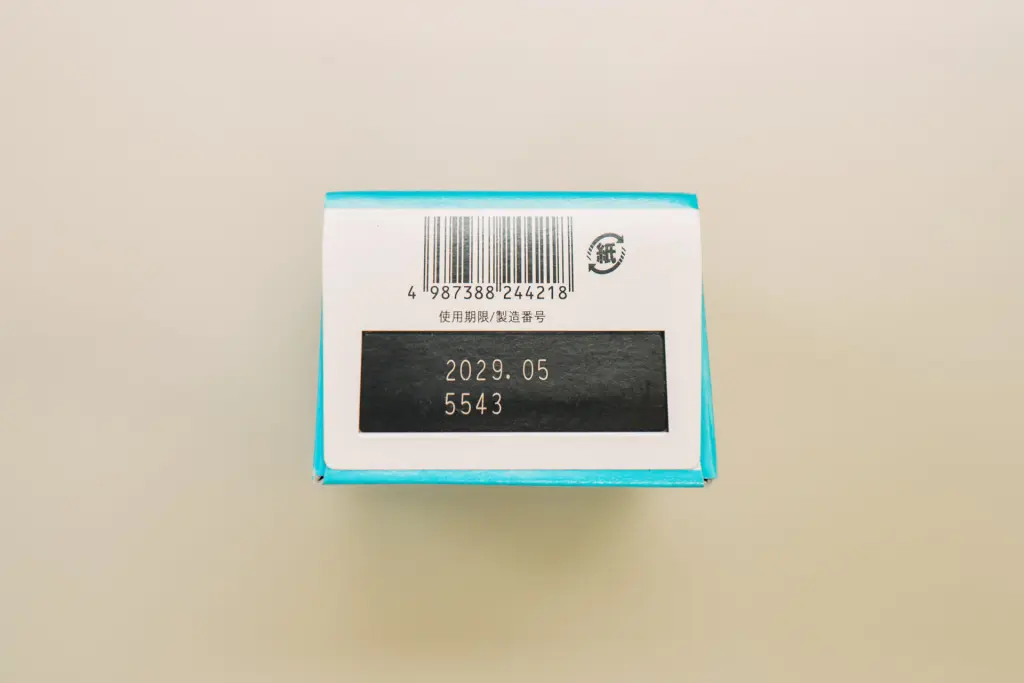
i-Reporter導入後は、タブレットで写真を撮影するだけで記録が完了するため、作業時間が大幅に短縮され、手書き転記による入力ミスも解消された。
変更履歴が自動で残る――監査証跡と継続的改善
福榮氏はさらに、監査証跡における効果を強調する。
「帳票の入力を修正が発生した場合でも、変更前の記録と変更した日時、アカウントの記録が残る点も良かったです」

GMP対応において、記録の変更履歴(監査証跡)は最も重要な要件の一つである。 i-Reporterでは、誰がいつ何を変更したかが自動的に記録され、改ざんや不正が起きにくい仕組みが実現された。
変更履歴は、不正防止だけでなく、システム改善にも活用されている。多田氏は次のように語る。
「導入初期には、オペレーターが帳票に慣れておらず、意図しない操作が多発しました。しかし、履歴を見ることで、どういう操作をしたのかが分かり、『こういう条件だとこうなるのか』という気づきが何回もありました。それをもとに手順書を組み直し、再発防止につなげることができました」
例えば、日付が意図せず変更されているケースが複数発見され、タップ操作で誤って日付を変更してしまう問題が判明。これを受けて、日付入力の順序を見直し、操作方法の教育を徹底した。
履歴機能は、単なる記録保存ではなく、継続的な改善活動のための貴重な情報源となっている。
権限設定と入力完了日管理で不正を防止
福榮氏は、不正防止のための工夫について説明する。
「クラスターに細かく権限設定をすること、重要な項目を変更した場合は帳票自体の入力完了日が変更になるように設定しました」
i-Reporterでは、帳票内の各入力項目(クラスター)ごとに、誰が入力・編集できるかを細かく設定できる。製造担当者は製造記録のみ入力可能、品質管理担当者は検査結果のみ入力可能、といった権限分離を徹底することで、不正や誤操作を防止している。
権限設定においては、ユーザーグループ機能を活用した。多田氏は次のように説明する。
「i-Reporterではユーザーグループを作成して、そのグループに対して権限を割り当てることができます。各工程や部署ごとにグループを作成し、グループ単位で権限を管理することで、新入社員が入ってきたときも、該当グループに追加するだけで適切な権限が付与されます。人事異動があった場合も、グループの所属を変更するだけで権限の切り替えが完了します」
さらに、重要な項目を変更した場合、帳票の入力完了日が自動的に更新される仕組みを構築した。これにより、事後的な改ざんがあった場合、すぐに検知できる体制が整った。
GMP対応では、重要なデータについて二重チェック(ダブルチェック)が求められる。多田氏は、i-Reporterによる二重チェックの仕組みを次のように説明する。
「製造担当者が入力した後、品質管理担当者が確認する二重チェックの仕組みを構築しました。品質管理担当者しか『承認完了』ボタンを押せないように権限を設定しており、承認が完了するまでは帳票が確定されません。承認時に必須チェック項目を設けることで、形式的な承認を防止しています」
承認プロセスが電子的に記録されることで、誰がいつ承認したかが明確になり、紙帳票時代の押印では不明確だった責任の所在も明確化された。品質保証の実効性が高まったことも、大きな効果の一つである。

リアルタイム記録とカーボンコピーでGMP実践を徹底
品質保証部の多田氏は、定性的効果として従業員の意識変化を挙げる。
「帳票の処理に関して、従来であれば情報をその場で記憶し、最終的に帳票に書き込む状態でした。しかし、リアルタイムの帳票記入に関する従業員の意識変化があり、GMPの実践に寄与しています」
紙運用では、現場で情報を記憶し、後で帳票に記入するという二度手間が発生していた。GMPでは、作業と同時に記録を行うこと(同時記録)が求められる。後から記憶を頼りに記入すると、記録の正確性が損なわれるためだ。
i-Reporter導入により、タブレットで直接入力できるようになったことで、現場でその場で記録を残すことが当たり前になり、GMPの基本原則である「同時記録」が徹底されるようになった。
工程間の情報伝達も大きく改善された。多田氏は次のように語る。
「従来は、前工程の数値を次工程に口頭で伝えていました。しかし、i-Reporterでは1つの帳票定義内でシートを移動すれば、前工程の情報が自動的に引き継がれます。カーボンコピー機能により、基本情報が自動的に埋まった状態で次工程が作業を開始できるため、転記ミスもなくなりました」
この仕組みにより、工程間の連携がスムーズになり、製造リードタイムの短縮にもつながっている。

ロット単位の最終チェック作業も効率化
製造が完了した後、ロット単位で記録内容の最終チェックを行っている。各工程で入力されたi-Reporterの記録は、ロット番号に紐づけて管理され、全工程分の帳票が揃っているかを確認。その後、入力漏れや不良率、逸脱の有無を自動的にチェックする仕組みを構築した。
規定値を超える不良率や逸脱が検知された場合は是正対応が必要となり、すべての条件を満たしたロットのみが最終判定処理へ進む。
「以前は、複数の紙帳票を目視で確認していましたが、今はロット単位で必要な情報が揃っているかを短時間で確認できます。従来約20分かかっていた最終確認が、5分程度で完了するようになりました」(製造部 福榮氏)

導入効果――記録管理時間を半減、移動コストも大幅削減
帳票入力時間が半分に、移動コストも年間32万円削減
福榮氏は、定量的な効果について次のように語る。
「帳票の入力に関していえば、かかる時間は全体で半分ほどになりました。紙の書類を物理的に移動させる必要がなくなったこと、計算を自力でしなくてもよくなったことで検算しなくなったことが大きいと思います」
紙帳票では、製造現場で記入した後、事務所に運び、品質管理部門がチェックし、最終的に保管庫に移動させる必要があった。これらの物理的な移動時間が完全に削減された。また、i-Reporterの自動計算機能により、手計算とその検算作業が不要になった。医薬品製造では計算ミスが致命的なため、従来は必ず複数人で検算を行っていたが、この工数も削減された。
導入時の稟議では、定量効果と定性効果の両面から投資対効果を示した。多田氏は、稟議のポイントを次のように振り返る。
「GMP対応における監査証跡の確保、データインテグリティの強化といった定性的な効果を前面に出しつつ、移動コスト削減、紙コスト削減、作業時間削減といった定量効果も示しました。両方の視点から投資対効果を説明することで、経営層の理解を得ることができました」
定量効果については、工場改善の一般的な指標「1歩1秒1円」を用いて移動距離削減による効果を数値化。福榮氏は次のように説明する。
「コンサルタントの指導のもと、帳票を持って移動する距離を歩数で測定し、年間の移動コストを試算しました。紙帳票の場合、年間約43万円の移動コストがかかっていましたが、i-Reporter導入後は約11万円に削減され、約7割削減(年間約32万円のコスト削減効果)が得られました」
物理的な移動がなくなることで、作業者は製造業務に集中できるようになり、生産性の向上にもつながっている。
紙帳票の削減により、物理的な保管スペースとコストも大幅に削減された。
「保管スペースは半分以下になりました。製造記録だけでなく、月末の在庫集計用に製造現場に置いていたコピーもなくなったため、紙のコストは半減しました」(多田氏)
医薬品製造では、帳票の保管期間が5年以上と定められているため、紙帳票の保管スペース確保が大きな課題となっていた。電子化により、この問題が解決され、保管スペースを他の用途に活用できるようになった。
データ活用で改善活動が活性化、タブレット活用も拡大
i-Reporter導入により、データが蓄積されることで、新たな価値が生まれている。福榮氏は、不良数集計の効果を次のように語る。
「不良数の集計が非常に楽になりました。Excelマクロを作成し、ボタン1つで過去数カ月分の検査工程の不良数を確認できるようになりました」
データをグラフ化して現場に掲示することで、これまで見えなかった情報が可視化され、現場での改善活動が促進された。
「今まで数字を管理している人しか知らなかった不良数を、グラフにして現場で共有できるようになりました。『この不良が多いが、対策はどうなったか』『機械要因ではないか、メーカーに確認したか』といったコミュニケーションが生まれ、改善のPDCAサイクルが回るようになりました」(福榮氏)
不良金額に換算することで、改善効果の経済的インパクトも明確になり、現場の改善意欲も向上している。
生産指示データ連携の仕組みとi-Reporterの役割について
i-Reporterを単体で使用するのではなく、既存の生産管理フローと連携させた運用を構築している。
生産管理部門で立案された生産計画をもとに、当日製造分のロット番号や数量を出力。
そのデータをi-Reporter取り込み用の形式へと変換している。
i-Reporterには「現場で記録すべき情報のみ」を正確に受け渡す設計とした。
「間違った指示を現場に流さないことが最も重要です。CSVファイル連携の設計と、初期導入時のバリデーションには特に時間をかけました」(品質保証部 多田氏)
このように、各システムにそれぞれの役割を明確に分けることで、既存業務を大きく変えることなく、GMP要件に適合した電子帳票運用を実現している。
当初、i-Reporter専用として導入したタブレットが、他の用途にも活用されている。
「設備のカウント数量をリアルタイムで表示するアプリケーションや、稼働率のモニタリングなど、タブレットを様々な用途に活用しています。カウンター機器が故障した際も、『タブレットがあるから、センサーとソフトで対応しよう』という発想が生まれました」(福榮氏)
デジタル化の投資が、当初想定していなかった副次的効果を生み出している。

今後の展望と運用課題――IoT連携とデータアーカイブ
i-Repo LinkとIoT DataShareでPLC連携を計画
同社は、さらなるGMP対応の強化とデジタル化の推進を計画している。
「今はi-Repo Link(アイレポリンク)の導入を進めており、今後はIoT DataShareを使用し、機械のデータを取得することなどを考えています」(福榮氏)
i-Repo Linkは、i-Reporterと外部システムを連携させる機能で、基幹システムとのデータ連携や、BIツールでのリアルタイムな可視化が可能になる。また、IoT DataShareを活用することで、製造設備や計測機器からのデータを自動的に取得し、i-Reporterの帳票に自動記録する仕組みを構築予定だ。
将来的には、製造設備のPLC(Programmable Logic Controller)からのデータ取得も視野に入れている。
「PLCから温度や圧力などのプロセスデータを自動的に取得し、i-Reporterの製造記録に記録する構想があります。これが実現すれば、人が目視で確認してタブレットに入力するという作業がなくなり、完全自動化された記録が可能になります」(多田氏)
ただし、PLC連携には設備メーカーとの調整や、セキュリティ対策など、クリアすべき課題も多い。段階的に進めていく予定だ。

データ量増大への対策とExcel技術者の確保
i-Reporter運用が軌道に乗る中で、新たな課題も見えてきた。多田氏は、サーバーパフォーマンスの問題を次のように語る。
「データ量が増えてくると、サーバーのパフォーマンスが落ちてきます。特に写真データを多用している帳票では、データが肥大化しやすい傾向があります」
医薬品製造では、トレーサビリティ確保のため多数の写真を添付する必要があり、写真データはテキストデータに比べて容量が大きく、長期間運用するとデータベースの肥大化につながる。
この課題に対し、データアーカイブの仕組み構築を検討している。多田氏は次のように語る。
「過去のデータを定期的にアーカイブし、本番環境から切り離すことで、サーバーのパフォーマンスを維持する必要があると考えています。ただし、GMP対応では過去5年分以上のデータを保持し、監査時に迅速に提示できる体制が求められます。アーカイブしたデータの検索性をどう担保するかが課題です」
また、Excel技術者の確保も継続的な課題として認識されている。
「i-Reporterの帳票はExcelで設計するため、Excel技術者が社内にいることが前提になります。関数やマクロを活用した高度な帳票を作成するには、一定のスキルが必要です。今後、技術の伝承や社内教育をどう進めるかが重要になってきます」(多田氏)
属人化を防ぎ、持続可能な運用体制を構築するため、AIを活用しながら社内でのスキル共有と教育に力を入れている。
GMP対応に取り組む企業へのメッセージ
多田氏は、同じようにGMP対応を検討している企業へのアドバイスとして、次のように語る。
「i-Reporterでできること・できないことを把握し、GMPの要求内容をいかに帳票に落とし込めるかがポイントとなります」
医薬品製造業のGMP対応は、単なるペーパーレス化ではなく、監査証跡、トレーサビリティ、データインテグリティ(データの完全性)など、厳格な要求事項への対応が必要である。
i-Reporterの機能を深く理解し、自社のGMP要求事項に合わせて帳票設計を行うことが、成功の鍵となる。
ムネ製薬の取り組みから、電子帳票導入の成功ポイントが見えてくる。
第一に、現場視点の帳票設計である。既存のレイアウトを維持しながら、作業フローに沿った入力順序を設計し、現場の声を反映して何度も改善を重ねたことが、高い定着率につながった。
第二に、段階的な展開とトライアルである。トライアル期間と1ヶ月の並走期間を設け、十分に課題を潰し込んでから本番稼働したことで、大きなトラブルを回避できた。
第三に、部門横断の推進体制である。製造部と品質保証部が連携し、業務効率化とGMP対応を両立させたことが、プロジェクトの成功につながった。
そして第四に、CSV対応の戦略的判断である。カテゴリー3での対応により、バリデーションの負担を大幅に軽減し、導入のハードルを下げることができた。
ムネ製薬の取り組みは、医薬品製造業における電子帳票システム導入の好事例として、多くの企業にとって参考となるだろう。


-

- その他製造業 300-1000人未満
・20箇所の測定記録がボタン一発
・数千枚の膨大な紙帳票の電子化が出来て一元管理化
・点検、記録時間の大幅削減
・ConMas IoTを追加した事により入力工数が5分→1秒(1回分)
システムの完成度、マニュアルを含むサポート体制のレベルが非常に高いです。
全てマニュアルがあり、内作で実施可能な事が多いです。-
-

- 自動車・輸送機器 100-300人未満
・紙媒体では無く、タブレットによる入力のため基本的にタップするだけで簡単に記録が行えます。
・保管の利便性が上がったうえ、直ぐに欲しい日報が見られるようになった。
・今まで使っていた帳票そのままのイメージで電子化できたのは良かったです。
・入力する側も簡単操作で混乱を招くこともありませんでした。
・複数の部署が行っている様々な記録が一元管理出来るようになった点はとても良い改善になりました。-
-

- 鉄・金属 20-50人未満
元はエクセル。使い方無限大。
まずはエクセルで雛形を作成。入力セルに属性を付与。
サーバーにアップしたら専用ソフトで設定を行う。終わったらテストして問題なければ公開。
と、ここまで一切プログラムを組む必要がありません。
入力する項目が多ければ多いほど設定は大変ですが、慣れてしまえばまったく問題なし。
エクセルの関数も全てではないが使用可能。
設定次第で使い方は無限大でとても使いやすいアプリです。-
-

- 食料品 300-1000人未満
・人が手書きするより読みやすい。管理者の記録確認の負担が軽減される。
・紙だと記録→基準と照らし合わせて判断の2ステップが必要だったものが計算式に判断を任せる事ができる。
・逸脱時に早く気付く事で損失が少なく済み、品質安定にもなる。
・サーバー送信した情報はリアルタイムで遠隔確認できるのも良い。
・写真をとってその場で記録に追加し、タイムスタンプも自動で付与できるので、客観的証拠となり得る記録をとるハードルが下がった。
▼デジタル化した現場帳票名
異物検出器の動作確認記録
体調チェックなど-
-
- 自動車・自転車 1000人以上
現場にもなじみやすいi-Reporter
・承認経路設定が簡単で使いやすい
⇒取扱説明書を熟読しなくてもある程度は感覚で設定が出来る⇒属人性が少ない
・現場での作業が簡単になる(現場の声)
⇒現物の写真を撮りながら、その場で異常時の報告が出来る
現場作業で必要なエビデンス蓄積、管理に大きく役立っています。
i-Reporterを導入したことで、帳票の統一化、管理のしやすさ、承認依頼~承認作業、情報の蓄積と呼び起こし/紐づけが簡単になり、作業時間が約50%程度削減されました。-
-
- その他製造業 100-300人未満
if文などがExcel関数が使える点がExcelユーザーには導入しやすく、まずExcelでフォーマットを作り、関数もExcelに書き込んでおけば取り込むだけで良いので取込機能の使い勝手も良いと思います。
工程管理や製品管理の帳票を作り、Motionboardと連携させることでBI分析が出来るようになったことは非常にメリットを感じます。-
-

- 一般機械 1000人以上
従来、紙に手書きして管理していた工場内品質チェックシートをiPad入力→データのDB登録→帳票の電子承認、ペーパーレス保存とすることが出来ました。
各製品ごとの情報も上位システムから取込んでiPad上のチェックシートに反映することも可能。
マニュアル、サポート等が充実しており、ある程度のスキルがあれば電子化を実現出来ると思います。
・加工工程
・組立工程
・運転工程
・出荷工程
・各工程日報作成
に導入しています。-
-
- 一般機械 1000人以上
操作感がスマホアプリと同じなので抵抗無く使用出来る。
従来工場内チェックシートについては、
現場で紙に記入→回収→ハンコ承認→回収→品管にてファイルして保管→保管期限が来たらスキャンしてPDF保存、廃却という作業が当り前だったがこれらの作業が全てペーパーレスで行える様になった。
閲覧もファイルを探しに行かなくても机上のPCから行う事が可能となった。
また、データの集計・分析は、都度紙のチェックシート情報をExcelに入力する作業が必要だったが、データベースから抽出することが可能となった。-
-
- ソフトウェア・SI 20-50人未満
・ネイティブアプリで使いやすい。UIは分かりやすい。
・オフラインでも使える。
・今まで使ってきたExcel帳票をデザインツールに取り込んで、少し編集するだけで電子化できる。
・ラベル機能もあり分類しやすい。
・ペーパーレス化のファーストステップとして導入しやすい。
・印刷や判子作業がなくなり、コストを削減できる。
・帳票の紛失や記入ミスを防止できる。-
-
- 電気・電子機器 1000人以上
点検シートや進捗表などの帳票を電子化し、ペーパーレスを実現できた。また、Excelベースに作成できるので、移行も現場の抵抗が少なく、スムーズに電子化できた。
現場での点検等に使用している。紙の管理が不要になり、工数削減・コスト削減につながっている。また、データ化することで集計や実績の分析にも応用できている。-
-
- 電気・電子機器 100-300人未満
Excelの単なる電子化だけでなくデータの2次活用も行いやすいです。システムに詳しい人でなくても紙帳票の電子化なら感覚的な操作で実現できます。
製品の製造にたくさんの紙帳票を添付して工程流動していたものを、電子化することで単純に紙資源の削減と、部門間をまたぐ製品の移動もある中、帳票をどこからでも参照できる点が良かった。今後は取得したデータの2次活用も積極的に進めたい。
お金をかけてシステムを導入すればすぐに改善効果が得られると過信せずに、工夫して利用して得られる効果を大きくしていくとよい。-
-
- 自動車・輸送機器 100-300人未満
・QRコードを使用して入力の手間を削減できる
・帳票フォーマットがExcelファイルから作成できる
・現場の紙に記載される情報をインプット、集計する時間の短縮を目的に導入しました。
・まだ、集計までは活用できていませんが、手書きのため読めないといったことはなくなりました。
▼デジタル化した現場帳票名
稼働日報-
-
- プラスチック製品
・紙の帳票から大きく変更せずに構築・運用が出来た。
・導入前にハンズオンセミナーへの参加にて、構築の敷居が高くなかったことで、構築期間も短期間で運用まで可能となった。
・主に製造現場での生産記録に使用しており、iPadでの入力対応もすんなり受け入れができたこと
・上位基幹システムとデータ連携することで、入力ミスと紙の削減に大きく貢献
・BIツールへの表示により生産状況が一目で分かるようになった-
-
- 電気・電子機器 300-1000人未満
チェックシートの電子化することによりペーパレスを実現。また、保管場所確保と保管場所への運搬を削減。
入力チェック機能により、ヒューマンエラーの抑制を実現できた。
ドキュメント管理機能により、必要な時にスムーズに検索が可能となった。
紙運用だと保管期限が長いほど、保管場所の確保や検索に時間を要し効率が悪かった。電子化により保管場所の削減や費用削減、検索時間短縮なメリットの方が多かった。-
-
- 一般機械 1000人以上
電子化推進に欠かせないツールになりました
・ローコーディングでプログラムスキルのない新人でもすぐに開発可能な点
・基幹システムからのマスター取込連携や他システム、データ分析システムとの連携機能など
・新機能追加が頻繁にあり今後も活用の幅が広くなる製品
・設備点検チェックを紙で運用していたが、電子化することで検索、紙の保管場所削減、異常時の検知などの課題解決になった-
-
- 一般機械 20-50人未満
・ワークフローが簡易的だが充分使える。弊社の場合「担当」⇒「調査」⇒「承認」程度なので権限、メールアドレスの設定のみで簡単にワークフローが実現できる。又、承認のみでなく変更依頼、変更連絡のワークフローも上記設定のみで簡単に設定できる
PCにてサンプリングしたデータをQRコードへ埋め込み(EXCELにて自動でQRコードを作成)、設計検証書類作成時に手入力しなくでも、それを読み取る事により複数のクラスターに分解して一度に入力することができる 。業務効率UPに威力を発揮している。-
-
- その他製造業 1000人以上
現場DXを進めるデータロガーとして活躍。
IoT機器等で現場情報の収集を進めていますが、人でしか記録できない業務もまだまだ多いのが現状です。
そこで統一した収集フォームをi-Reporterで用意することで手間なく統合データウェアハウスへ連携、運用することが可能に。収集項目が増えた場合もフォーム修正だけで済む。
属人化していた現場データの収集を、統一フォームで運用することで突然のデータ収集ニーズの変更にも容易に対応。
複数拠点で同様のデータ収集を行いたい場合の管理が飛躍的に楽になりました。-
-
- 設備(建設・建築) 100-300人未満
・帳票を非常に簡単に作成できる、サポートも充実
・数値入力時、閾値設定が可能で記入漏れを防ぐことができるようにもできる。
・Excelを簡単に帳票化でき、数値、文字、写真のインプット方法も豊富。写真と図面を同時に配置でき、顧客プレゼン等もしやすく助かっています。
・従来のExcel書式のフォーマットをそのまま利用することが可能で非常に使いやすい。
・以前までは帳票類については紙ベースであり、膨大な書類の整理・検索に余分な時間・労力を費やしていましたが、経費削減・業務効率化にも役立っています。-
-
- プラスチック製品 100-300人
・使い慣れたエクセル帳票の形のままで電子化できる
・帳票の全データが、再編集履歴も含めて自動でデータベースに保管される
・紙ベース時には集計出来なかった部分までデータベース上で瞬時に検索や集計が可能になった。(例:日付や曜日、期間・担当者・機械・製品・色など)
・編集の履歴が正確に残るので、変更者や内容の確認が正確にできる
・集計時間の短縮(月報の場合、データ作成のみなら7時間 → 5分)
・データさえあれば即座に集計できるため、依頼者を待たせることがほとんど無くなった。-
-
- プラスチック製品 100-300人
集計だけならデータベース上だけでなく、帳票完了保存時に排出設定できるcsvデータをバッチやマクロで一括処理することでも作成可能です。
未経験で集計処理を一から全て作るのには苦労しましたが、電子化の効果は絶大でした。
もう手書きの日報には絶対に戻れません。-
-
- 運輸 300-1000人未満
・現在使っているExcelをそのまま活かして電子化することができる。
・Excelの関数、計算式をほぼそのまま維持できる
・入力された内容に応じて、メール通知できる
・従来、Excelの空フォームを印刷⇒バインダーにセット⇒現場で紙に手書き記入&スマートフォンで写真撮影し、事務所に戻ってきてからExcelに「清書入力」⇒スマートフォンを繋いでExcelに写真貼り付けという工程で行っていた報告業務を、iPadで完結できるようになった。
▼デジタル化した現場帳票名
安全パトロールチェックシート-
-
- 電気・電子機器 100-300人未満
・紙運用書式を電子化する際に、専門的な知識が無くてもExcelベースで帳票を作成することができた。
・データ集計もCSVファイルでデータをダウンロードでき、写真も同時に落とせるので使い勝手がいいです。
・iPad、パソコンの両方で使用出来るので、現場での帳票記入はiPad、その後詳細や長文を追記する際はパソコンで出来るのが良い。
(工程内不良や出荷前検査記録を紙運用から電子化してデータで運用することはできましたが具体的な数値で出せる導入効果はこれからの運用方法次第です。)-
-
- その他製造 300-1000人未満
・端末を選ばず入力することができる
・既存の帳票レイアウトを崩さずDX推進が可能
・独自のマスターが作成可能
・CSVでクラウドサーバーに保存されるため社内システムとの連携が可能
・一つの帳票定義で複数の帳票が作成可能
・入力率の向上
・入力時間の削減
・紙→社内システムに手動入力からi-Reporterの入力のみでシステムに入るようにしたため事務業務の効率化
・競合他社との差別化-
-
- その他製造業 1000人以上
日々の品質特性データなど今まで紙ベースで管理していたものがデジタル化され、いつでも参照できるようになったので品質管理をする上で非常に助かる。帳票定義作成もエクセルベースで作れるので慣れれば簡単に作れる。
品質管理データの傾向を一度に抽出できるため、今生じている問題が過去にどのようなトレンドで推移していったのかをすぐに知ることができた。-
-
- 設備(建設・建築) 1000人以上
・管理番号を手入力で行っており、間違いや手間がかなりありましたが、管理番号をバーコード化して、それを読み込むことで一瞬で入力が可能に。これにより入力ミス防止と時間の短縮に。
・必須入力機能があることにより記載漏れを防げた。
・日時は自動入力機能があることにより、より正確に管理できる。
・これまで書類を遠く離れた部署まで出向くことなく書類を提出することができ、かなりの時間節約に。
解決できた課題・具体的な効果
・誤字の防止、時間短縮
・記載漏れ防止
・日時入力の精度向上-
-
- 電気・電子機器 20-50人未満
導入当初は今まで生産現場で紙で使用していたチェックシート等の電子化で利用していたが、i-Reporter帳票はページ数を気にせずに作成できることがわかった。
ページの送り戻しが容易で、帳票のページ数が増えても違和感なく使用ができる
・紙帳票だと1枚に収まるよう、必要最小限のチェック項目や文字で表現しなければならなかった。
・写真等を用いたチェックシートも可能であることから、手順書兼チェックシートのような運用も可能となり、担当者不在時でも簡単にチェックシートを利用することが可能となった。-
-
- その他製造業 1000人以上
・容易な帳票設計
・現場ニーズにこたえられる多様な機能
・データ活用のし易さ
・特別なITスキルがなくても帳票の開発が可能
・現場業務で必要とされる細かな機能が使いやすい形で実装されている
・加工し易い形式でデータが格納され他システムとの連携がし易い
・現場のペーパーレス化
・データの集約問題
・写真データのセキュアな管理
・従来のExcel帳票をそのまま電子化できたため、効率的に移行が可能だった。
・ペーパーレス化により一先ずデータを1か所に集めることができた。-
-
- 一般機械 20-50人未満
・ISO9000関係のEXCEL帳票をそのままi-Reporterへ移行できるため、簡単にペーパーレス化が実現。
・今までのEXCEL様式の為、現場にも直ぐに受け入れられた。
・審査、承認のワークフロー設定が標準機能で設定できる。
・審査、承認依頼等のメール通知が簡単に設定できる。
・別の測定器による測定データをEXCELにてQRコードに変換しておけば、i-Reporterで読み込むだけで測定値が入力され転記作業が不要に。
・各種報告書の入力時間が短縮できた。又データの共有も可能となった。-
-
- 自動車・輸送機器 100-300人未満
紙からi-Reporterによる入力へ変更することでデータ活用が可能になり、探す手間、データ活用の幅が広がった。
紙からの転記作業が削減され、データの2次活用が可能となりました。
またロット管理で使用することで、ロットの進捗管理が可能となり、現物を探す手間が省けました。
▼デジタル化した現場帳票名
ロット管理票-
-
- 建築・鉱物・金属 1000人以上
・帳票デザインを自在に設定可能である。
・アプリ提供があり、ブラウザを介さないのでセキュリティ対策が打ちやすい。
・工場にネットワークを構築していない中でも、SIMフリーのタブレットにアプリをインストールすることで、現場で記入した電子データと社内ネットワークPCの電子情報のやり取りが可能となった。
ペーパーレスの達成に向けた動きの主戦力ツールとしてメリットが得られると考えています。
・ペーパーレス/印刷手間/現場配布の手間 等
▼デジタル化した現場帳票名
始業前点検表-
-
- 食料品 300-1000人未満
工場で製造するものが違えば日報も違うので、それぞれの日報に合わせた作りができ、選択入力や簡単な関数も使えるので作業負荷軽減に。
又、DBを使ってデータの登録や取得を行い、仕掛品の在庫管理や保守点検の管理を運用に合わせて作成出来た。
今までの転記作業は、電子帳票にすることでDB連携ができ、二重作業を削減出来た。
1工場では、すでに日報の50%は電子化されていて、仕掛品の在庫管理等、紙で出来なかったことが実現できている。
▼デジタル化した現場帳票
保全伝票・報告書
在庫管理日報
勤怠管理日報-
-
- 一般機械 100-300人未満
社内のペーパーレス化のファーストステップとして大きく貢献
・Excelで画面設計ができる為、入力帳票の画面レイアウトの修正等が容易である。
・Excelの関数式も一部利用できる為、入力内容に対して関数ロジックを組み込めることが便利。
・自分たちで開発できるため、社内のITリテラシーの向上につながった。
・工場内の現場作業者の実績管理として活用し、ペーパーレス化を実現
・実績記録作業時間の短縮(人件費の削減) 及び 記録ミスの低減
⇒ 導入してから約1年程度で投資費用の回収目途が立った。-
-
- その他製造業 300-1000人未満
・Excelフォーマットからの作成なので、現在使用しているExcelフォーマットを使える。とっつきやすい。
・選択肢を選ぶことができる単一選択・複数選択を活用したり、禁止文字の設定で表記ゆれが改善し、集計の効率化につながった。
・Gateway連携で標準機能にないことも対応可能(入力したデータからグラフを作成する、対応していない関数計算ができるなど。)
・マスタから規格値や単価、機械№などのデータを簡単に引っ張ってくることができるので、製品ごとの基準値の表示やロスの計算など活用の幅が広がる。-
-
- 食料品 300-1000人未満
製造現場の紙帳票とシステム入力作業を削減
・Pythonスクリプト連携を使うことで自由度が格段にアップした。細かいValidationチェックや、Python内でPostgreSQL参照もできるので、電子帳票を超えて一つの動的なアプリケーションのレベルに到達できた
・製造の指図書を電子化した。今までは紙に記入した製造実績を1枚ずつシステムに手入力していたが、iPadからシステムに実績データが反映されるようになり、入力の人件費削減と紙の撤廃を実現できた。
▼デジタル化した現場帳票
製造指図書-
-
- 自動車・輸送機器 100-300人未満
この商品は、プログラム言語が不要で、専門スキルが無くても、WEB帳票が作成出来るという事で導入させて頂きました。導入時の無料セミナーも手厚く、無知であった私でも、無事に導入する事が出来ました。今までは手書きで書いていたチェックシートや、作業日報などのペーパーレス化、リアルタイムの見える化、見せる化も出来て、価格感的にも中小企業でも手が届く価格帯で、導入出来て良かったと思っています。
現場に行かないと見れなかったデータや記録が遠隔地からでも見れる様になり、アクションが早く取れる様になりました。-
-
- その他製造業 100-300人未満
応用が利く、Excel利用者には導入しやすい製品
・Excelで帳票レイアウトを作成出来るところ
・Excel関数をそのまま利用可能なところ(一部のみですが)
・元々Excelから紙印刷して利用していた帳票をそのままデータレスに出来る
・馴染みがあるので使いやすい
ペーパーレスやサーバにあったExcelの統合などももちろんですがMotionBoardとの連携によりリアルタイム性を持った分析が可能となった。
▼デジタル化した現場帳票名
製品管理
工程管理
点検管理
装置管理-
-
- 自動車・輸送機器 1000人以上
ConMasGatewayやAPI機能が秀逸
i-Reporterで記入した内容がデータ化され、外部システムとの連携も可能という所に魅力を感じています。
どうしても人による判断が必要な作業(点検など)については中々自動化できないという所もあるので、どんどん活用していきたいです。
記入ミスや記入モレを確認する作業や、紙にある情報を1枚1枚見比べながら計算をするなどの集計作業が廃止できました。→およそ480時間/月の工数削減
▼デジタル化した現場帳票
点検表
品質管理帳票-
-
- 飲料・たばこ・飼料 300-1000人未満
解決できた課題・具体的な効果
・計算ミスが無くなった。
・残業時間を申請する紙を今まで手書きで記入していたが、注意していても計算間違いが見られていた。
サポートwebから問い合わせを行い、自動計算の設定方法を教えてもらい、i-Repoでするようにしてからは計算ミスが無くなり、確認者の作業時間が大幅に減った。
▼デジタル化した現場帳票名
マイクロピペット精度確認表
超勤申請書-
-
- 電気・電子機器 20-50人未満
ノーコードで帳票アプリ開発、サポートも満足
・帳票デザインがExcelで作れるので、要件定義段階でのイメージ共有や調整したデザインがそのまま実現できる。
・色々な入力方法がノーコードで実現できるので、帳票開発が早い。
・Excel計算式やネットワーク機能を組み合わせて、複雑な判定や制御が容易に実現できる。
・困ったときは、サポートWebに問合せると解決策まで検討して頂ける。何度も助けられています。
▼デジタル化した現場帳票
保安点検調査票
工事帳票
見積書-
上記のレビューは、ITreview(https://www.itreview.jp/products/i-reporter/reviews)より引用しています。
※ITreviewは実名・企業登録制のレビュー投稿サイトで、現場担当者の生の声が数多く掲載されております。